


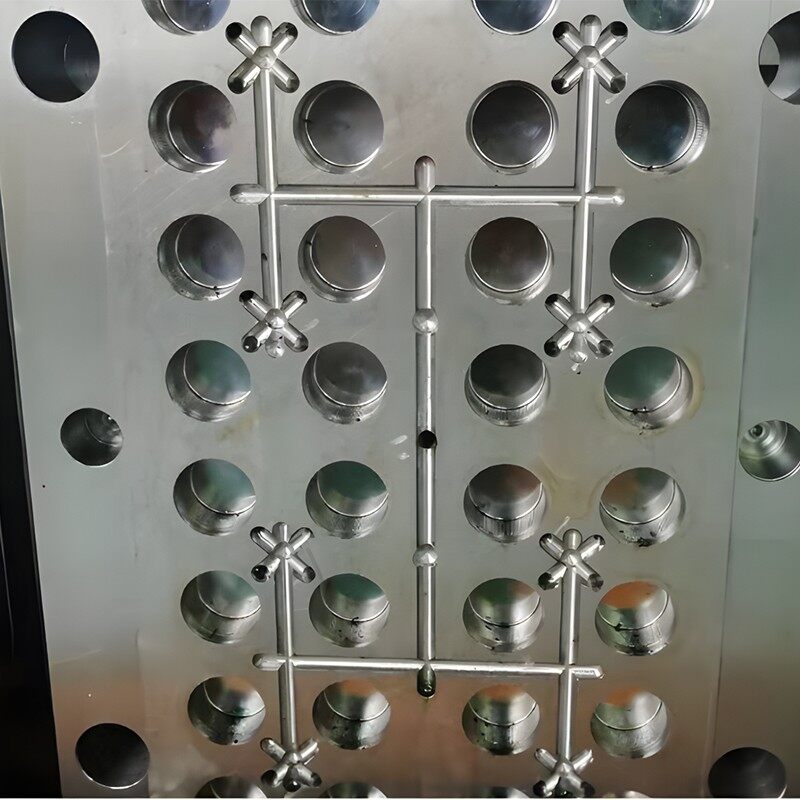

Molde de tapa de plástico de inyección de agua 30/25 de 32 cavidades con canal caliente
El molde para tapas de botellas de agua de plástico con canal caliente de 32 cavidades puede producir 32 productos terminados en un solo ciclo de inyección, lo que aumenta la capacidad de producción en comparación con los moldes de 8 o 16 cavidades y reduce sustancialmente el consumo de energía de la máquina y los costos de mano de obra por unidad de tiempo. El sistema de canal caliente elimina por completo los residuos generados por los sistemas tradicionales de canal frío, lo que permite una utilización de material cercana al 100 % para productos livianos como tapones de agua. Esto reduce significativamente el costo total de producción por límite de agua (incluida la depreciación del equipo, el consumo de energía y las materias primas), brindando a los clientes una sólida ventaja de costos en un mercado altamente competitivo.
Atributos del producto
|
Estructura |
Auto-bloqueado/caída automática, etc. |
|
Cavidad No. |
8,12,16,24,32, 48 etc. |
|
Base del molde |
P20, AISI1045, etc. |
|
Núcleo/Cavidad |
718H, S136, 2136, etc. |
|
Sistema de corredores |
Sistema de canal caliente/enfriado |
|
software de diseño |
UG, CAD/CAM, etc. |
|
Tratamiento superficial |
Tratamiento de nitruración, tratamiento de galvanoplastia, etc. |
|
Tratamiento de dureza |
Tratamiento con nitrógeno, enfriamiento, modulación, nano-recubrimiento, etc. |
|
Tratamiento |
Corte de alambre, grabado de alta-velocidad, CNC, pulido, etc. |
|
Vida |
1 millón de disparos al menos |
|
Tipo de puerta |
Puerta puntual, puerta latente, etc. |
|
Paquete |
Caja de madera de exportación estándar |
|
El tiempo de entrega |
45 dias |
Sistema de producción

Solicitud
Somos el fabricante y proveedor profesional de moldes para tapas de plástico. Aplicaciones: agua/bebidas, condimentos, cosméticos, productos farmacéuticos, desinfectantes y otros campos.






Proceso
El núcleo del diseño de moldes para tapas de plástico radica en lograr una producción en masa eficiente y estable. El diseño de corredores y puertas impacta directamente la eficiencia de la producción y la calidad del producto. Los moldes de múltiples-cavidades comúnmente emplean sistemas de canal caliente para reducir el desperdicio y mantener una temperatura de fusión estable. Las compuertas generalmente están diseñadas como compuertas puntiformes, ubicadas en la parte superior o interior de la tapa para permitir un corte rápido y automático y garantizar un acabado limpio y sin costuras. El diseño de los canales debe optimizarse mediante el análisis del flujo del molde para lograr el equilibrio.

Diseño personalizado CAD
La selección de acero para los componentes centrales de los moldes, como el núcleo, la cavidad y el manguito, cumple con los requisitos de alta pulibilidad, alta resistencia al desgaste y fuerte resistencia a la corrosión. Se prefieren los aceros inoxidables S136, 2083 y H13. El acero para moldes S136, con un contenido de cromo (mayor o igual al 13%), garantiza una excelente resistencia a la oxidación, y su matriz pura, después de un pulido fino, puede lograr un acabado de espejo de grado A1, garantizando una apariencia brillante e impecable para la tapa de la botella de origen.

Acero para moldes de alta calidad.
El núcleo/cavidad del molde determina directamente la precisión dimensional, la calidad de la superficie de sellado y los detalles de apariencia del producto. El mecanizado de torno de alta-velocidad, con su husillo de alta-velocidad y precisión dinámica, puede mecanizar de manera eficiente y precisa estos componentes centrales, sentando las bases para la estabilidad de la producción de moldes.

Torno de alta-velocidad
Los dientes antideslizantes-de las tapas de las botellas están diseñados para proporcionar suficiente fricción para que los usuarios desenrosquen las tapas fácilmente. Estos dientes suelen ser microtexturas finas y complejas o series de protuberancias elevadas que requieren una precisión de mecanizado extremadamente alta. Debido a que los dientes antideslizantes son pequeños y a menudo están ubicados en superficies o esquinas curvas, son difíciles de lograr con el fresado convencional. El mecanizado por descarga eléctrica (EDM) se ha convertido en un proceso clave para formar dientes antideslizantes en cavidades de acero endurecido para moldes.

electroerosión
Antes del montaje del molde, se debe utilizar un agente de limpieza profesional para limpiar e inspeccionar a fondo todas las piezas para eliminar el aceite residual y los residuos del mecanizado, y luego limpiar con un soplador con una pistola de aire. Se deben verificar las dimensiones de todos los componentes críticos (como cavidades, núcleos, manguitos eyectores, pilares guía, pasadores eyectores, etc.) para garantizar que cumplan con los requisitos del dibujo, sentando las bases para un ensamblaje de precisión.

molde de montaje
Durante la depuración del molde, abra y cierre repetidamente el molde, escuchando cualquier fricción anormal o sonidos de impacto en todo momento. Observe si la plantilla del molde móvil/fijo funciona sin problemas, si los pilares guía y los casquillos guía encajan suavemente y si los contactos de la superficie de separación son uniformes y apretados. Y es importante confirmar que la carrera de apertura del molde, la distancia de expulsión, etc., los parámetros mecánicos sean consistentes con los valores preestablecidos. Es la base para el funcionamiento estable-a largo plazo del molde.

Probado en molde
Ventajas

Flujo de calor estable
El molde de tapa de plástico está equipado con un sistema de canal caliente de alto-rendimiento, que puede controlar con precisión la diferencia de temperatura de la materia prima fundida dentro de ±1 grado. Esto previene eficazmente la degradación térmica o la solidificación prematura del material durante el moldeo por inyección causada por fluctuaciones de temperatura, evitando la degradación del rendimiento del material y el llenado desigual de cada cavidad. La estructura interna del molde emplea un diseño de guía de flujo racional, optimizando el diseño del canal de flujo y los cambios de sección transversal- para reducir la pérdida de presión durante el flujo de la masa fundida, asegurando una entrada suave y uniforme de la masa fundida en cada cavidad. El diseño mejora la consistencia del llenado de múltiples-cavidades, lo que da como resultado productos con dimensiones estables y apariencia uniforme, equilibrando la eficiencia de producción y la calidad del moldeo.
Expulsión suave
El molde de tapa de plástico adopta una placa de empuje de doble-guía y una estructura de resorte de retorno central, con una fuerza de expulsión uniforme para evitar la excentricidad o deformación del producto. La deformación del producto se controla en<0.02mm, and the ejection deviation is < ±0.001mm, ensuring that the concentricity and sealing structure of the bottle cap are not affected.

Soporte personalizado
La principal fortaleza de Younce radica en su profundo conocimiento y rápida respuesta a las necesidades personalizadas de los clientes. Equipados con un equipo de ingeniería de diseño profesional, utilizamos sistemas CAD/CAE para-simulación y análisis de procesos completos de moldes de tapas de plástico, lo que permite un control preciso sobre aspectos como la estructura de las tapas, el rendimiento del sellado, los métodos de apertura y la textura de la apariencia. Ya sean requisitos funcionales (como anti-falsificación, protección contra niños-y diseños de ángulos especiales) o necesidades visuales de la marca (como logotipos complejos, soluciones de post-impresión), podemos ofrecer soluciones altamente compatibles a través de una combinación de pensamiento de diseño modular y procesos innovadores.
Diseño personalizado (CAD)



Nuestras ventajas
1. Con base en la planificación de producción real del cliente, podemos brindar sugerencias y configuraciones optimizadas para sistemas de moldeo por inyección de tapas de plástico, máxima utilización de equipos, reducción del consumo de energía y desperdicio de materia prima y minimización del costo por producto.
2. Ofrecemos servicios de diseño personalizados: los dibujos de diseño de productos en 2D se pueden entregar en un plazo de 3 días y los dibujos de estructura de molde en 3D en una semana. También puede proporcionar muestras de productos o dibujos de diseño de productos.
3. Los componentes centrales del molde de tapa de plástico están hechos de acero de alta-calidad como AISI 422, S136, 4Cr13 y H13, y se mecanizan utilizando máquinas CNC de marcas como MazaK y FANUC, con una precisión del molde controlada dentro de 0,05 mm; asegurando la vida útil del molde y la estabilidad operativa.
4. Una vez completado el molde, se realizará una-prueba completa de la máquina. Se tomarán videos de prueba, se registrarán los parámetros de prueba y los resultados se enviarán al cliente como referencia durante la producción y la depuración reales. También se enviarán muestras de prueba por correo al cliente para referencia y confirmación.
5. Dentro de los 18 meses posteriores a la salida del molde de fábrica, si se daña debido a un error no-humano, brindaremos soporte las 24 horas, los 7 días de la semana para resolver el problema y enviaremos piezas de repuesto lo antes posible hasta que se resuelva el problema. Se proporcionan actualizaciones y servicio posventa-de por vida.
Envío y embalaje




Preguntas frecuentes
P: ¿Pueden hacer OEM y ODM para moldes de tapas de plástico?
R: Se aceptan OEM y ODM. El material de acero del molde, el sistema de canal caliente y otros se pueden personalizar.
P: ¿Cuál es su servicio de envío?
R: Podemos proporcionar reservas, LCL, declaración de aduanas, preparación de documentos de envío y entrega a granel en el puerto de envío.
P: ¿Cuál es el tiempo de entrega?
R: Después de que el cliente confirme y firme los dibujos del producto. Plazo de entrega: 45~55 días.





